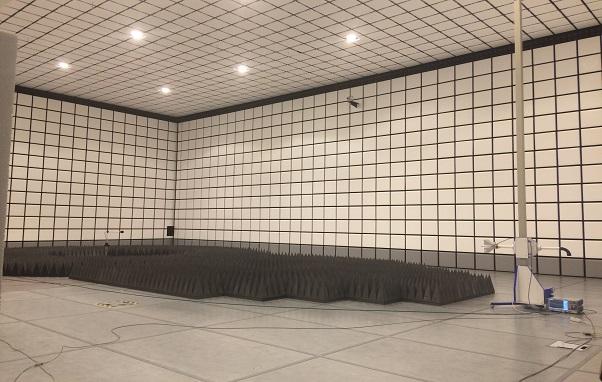


Anechoic chamber
Reverberation chamber
Faraday cage
To satisfy each unique customer requirement Comtest Engineering can provide turnkey solutions for the following EMC test facilities:
– SAC 3m, 5m 10m
– MIL STD, CISPR 25
– antenna FAR
Features of a typical semi anechoic chamber:
– full compliance emission test site for frequency range of 30MHz to 18GHz as per CISPR 16-1-4
– full compliance immunity test site for frequency range of 80MHz to 6GHz as per IEC/EN 61000-4-3
– shielding effectiveness according to EN 50147-1 up to 40GH
Comtest reverb rooms comply with the IEC 61000-4-21prt 4-21, EUROCAE/ED-14F, MIL-STD 461F, RTCA/DO-160F and various automotive standards. They are offered with traditional stirrer system or with an oscillating wall stirrer. All Comtest stirrer systems are compatible with software by Nexio, Teseq, R&S or Raditeq. Depending on the measuring frequency range, the following sizes of the working areas of the chamber are available:
– 80MHz–18GHz EUT: 7 x 7 x 4m (h)
– 100MHz-18GHz EUT: 5 x 5 x 3.5m (h)
– 200MHz-18GHz EUT: 2.2 x 2.4 x 1.25m(h)
– 400MHz-18GHz EUT: 0.8 x 0.8 x 0.8m (h)
– 1000MHz-18GHz EUT: 0.5 x 0.5 x 0.5m (h)
The application of Comtest RF shielded rooms provides high performance shielding effectiveness up to 40 GHz according to EN50147-1. The Comtest RF shielded doors are designed for high performance shielded enclosures. The shielding characteristics are achieved using a double knife edge, matching quadruple beryllium copper finger contact strip. Comtest RF shielded doors are equipped with a unique parallel closing mechanism and patented locking and latching system. All the RF shielded doors can be delivered in manual, semi- and full automatic operation. Depending on the finish of the Faraday cages, with the use of appropriate filters and media converters, they can be used as RF shielded data center, MER (Main Equipment Rooms), conference rooms and crisis control centers or RF shielded control and amplifier rooms.
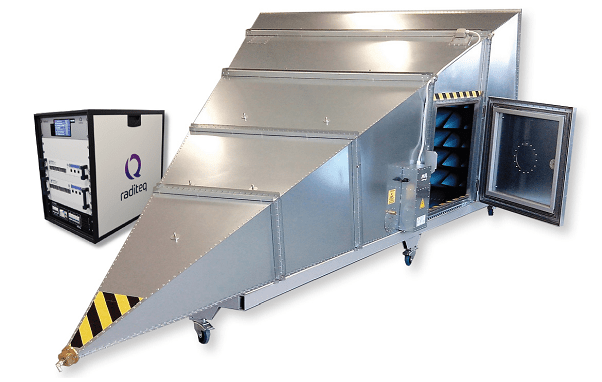

GTEM bundles
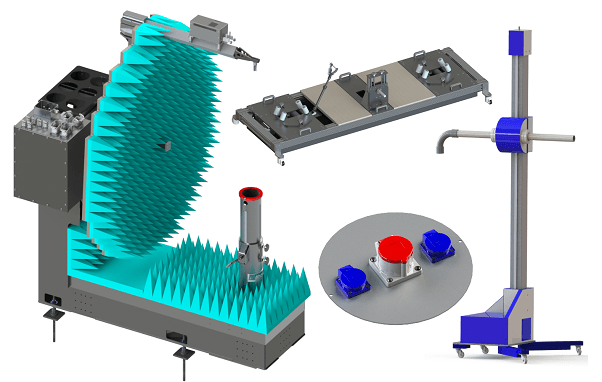
Masts, turntables
Video and Audio Systems
Raditeq GTEM bundle covers a wide frequency range from 80 MHz to 6 GHz matching several EMC standards, like the IEC61000-4-3 and ISO11452-2. There is a selection of preconfigured Raditeq GTEM bundles available to enable radiated immunity testing of EUT’s with different dimensions. The chambers can be equipped in camera systems, rotating handles for the assembly of the tested objects. The Raditeq company also offers complete sets for testing immunity to radiated interference, including generators, amplifiers and measuring probes.
– GTEM bundles
– Complete measuring systems with GTEM
MATURO offers a full range of products such as: turntables or antenna masts installed in anechoic chambers. Depending on the type and size of the EUT, Maturo can supply large turntables for vehicle testing as well as lightweight turntables for small EUT. Antenna masts can be operated pneumatically or electrically and allow the installation of any antenna. Each product can be personalized depending on the customer’s needs.
– Antenna masts
– Turntables
– Stands for positioning of antenna Dynamometers for EMC tests
Pontis specializes in high-quality vision systems for anechoic chamber applications. Audio and Video systems are characterized by high resistance to electromagnetic fields reaching up to 200V/m. The offered systems are equipped with controllers and rotation systems, thanks to which we can carefully observe any part of our EUT during tests. Audio systems allow you to communicate with people staying in the chamber. The software enables recording of transmitted images from cameras.
– Shielded Cameras
– Shielded products for special applications
– Shielded Audio
– CCTV & Audio Systems
– Shielded Converters


Absorbers
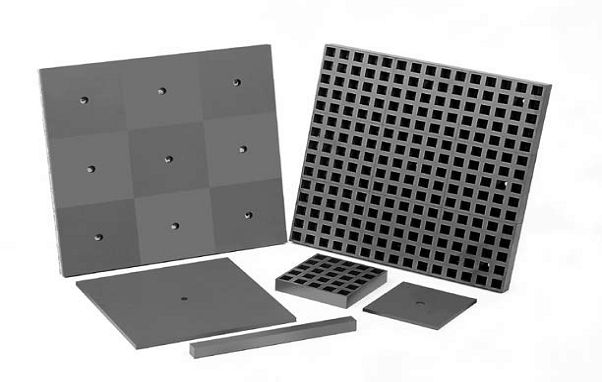
Ferrite tiles
Shielding materials
All of our absorbers are high performance polystyrene microwave absorbers suited for all anechoic chambers. The product range includes both hybrid (EMC) and microwave (broadband) absorbers. These absorbers are sustainable and 100% environmentally friendly. As a result the absorbers are fully compliant with REACH and ROHS.
The hybrid absorbers: HT25 (10”), HT45 (18”), HT65 (26”)
The microwave absorbers: MT25 (250mm/10”), MT45 (450mm/18”), MT65 (650mm/26”), MT105 (1050mm/41”)
Hybrid plates Ferrite (sintered metallic ceramic materials with ferromagnetic properties) provide excellent electromagnetic absorption performance at frequencies from 20MHz to 1GHz. They are widely used in the EMC and EMI chambers. Ferrite tiles may be mounted directly – affixed to the housing of a shielded room or screwed to the internal structure of the chamber. Standard dimensions of the ferrite tile are 100x100x6mm.
AP–Flyer offers its customers a wide range of shielding materials of the highest quality, developed using the latest technology, excellent shielding effectiveness in an attractive price. AP-Flyer’s materials are durable and resistant to adverse weather conditions, such as moisture or frost. They are lightweight, breathable, easy to install. They guarantee high shielding effectiveness, particularly in the range of high GHz and against RF radiation and low-frequency fields.
– Shielding materials
– Shielding fleece
– Grounding equipment
